
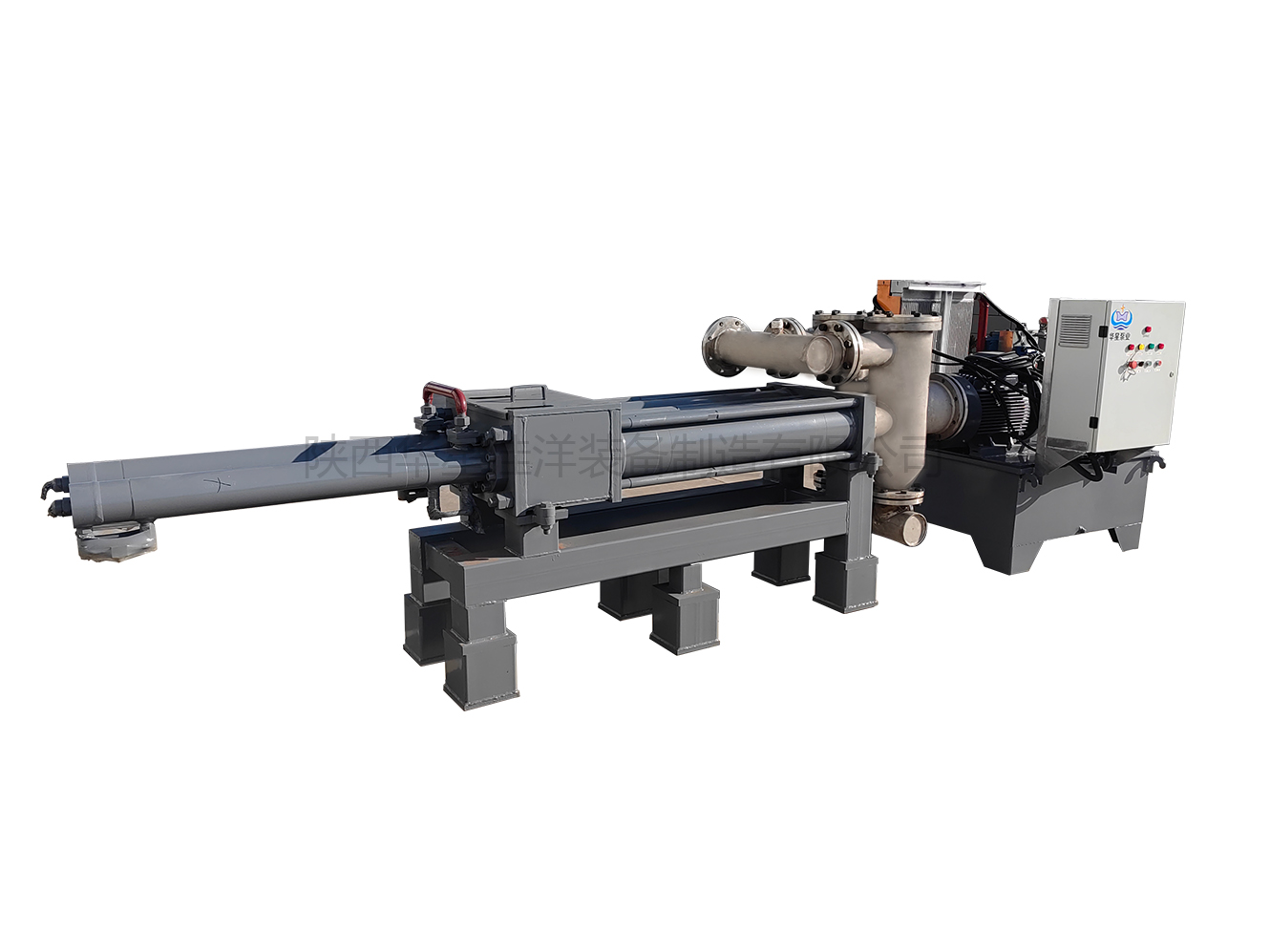
油压泥浆柱塞泵的核心易损件集中在柱塞 - 缸套组件、吸排阀组、液压驱动系统三大模块,这些部件的损耗占设备故障总量的 70% 以上。需针对各部件的损耗机理(如冲刷磨损、密封失效、疲劳破坏),采取 “材质升级 + 结构优化 + 工况隔离” 的防护方案。
柱塞与缸套是设备的 “动力核心”,直接接触高含固泥浆,易因颗粒冲刷导致磨损间隙增大,引发泥浆泄漏与压力下降。其防护需从 “材质选择” 和 “密封结构” 两方面突破:
材质升级:提升抗磨与抗腐蚀能力
柱塞:摒弃传统铬钢材质,选用陶瓷涂层柱塞(如 Al₂O₃陶瓷涂层厚度 0.1-0.2mm,硬度达 HV1500 以上)或碳化钨合金柱塞(硬度 HRC70+),抗冲刷磨损能力较传统材质提升 3-5 倍;针对含酸性地层的泥浆(pH<5),可额外镀覆镍磷合金层,增强抗腐蚀性能。
缸套:采用 “双金属复合结构”—— 外层为高强度碳钢(保障承压),内层为硬质合金衬套(如 WC-Co 合金,厚度 3-5mm),或通过 “激光熔覆” 技术在缸套内壁形成耐磨层(硬度 HRC65 以上),避免泥浆颗粒直接冲刷缸套基体。
密封优化:解决间隙泄漏问题
采用 “多层组合密封” 设计:替代传统单一油封,选用 “聚氨酯主密封 + 聚四氟乙烯导向环 + 防尘圈” 的三层结构 —— 主密封负责高压密封(耐受压力 50MPa 以上),导向环防止柱塞偏磨,防尘圈阻挡泥浆中固体颗粒进入密封腔,延长密封件寿命至 800 小时以上(传统密封寿命约 300 小时)。
实时间隙补偿:部分高端型号可加装 “液压自动补偿装置”,通过油压推动缸套微量移动,实时补偿柱塞与缸套的磨损间隙(补偿精度 ±0.01mm),始终保持密封性能稳定,避免因间隙增大导致的压力损失。
吸排阀组(包括吸阀、排阀、阀座)是泥浆输送的 “开关枢纽”,易因固体颗粒卡滞、高频冲击导致阀片断裂或阀座密封失效。防护重点在于 “结构防堵” 与 “抗冲击强化”:
结构优化:减少颗粒卡滞风险
扩大阀口流通面积:将吸排阀口直径从常规的 50-80mm 增至 80-120mm,同时采用 “喇叭形流道” 设计(进口端口径大于出口端),降低泥浆流速(从 3-5m/s 降至 1.5-2.5m/s),避免颗粒在阀口沉积;阀片采用 “流线型弧形结构”,替代传统平板阀片,减少颗粒附着面积。
弹性阀座设计:选用丁腈橡胶增强阀座( Shore A 硬度 85-90),具备一定弹性形变能力 —— 当小颗粒(<2mm)卡在阀片与阀座之间时,阀座可微量形变包裹颗粒,既..密封不泄漏,又避免颗粒硬摩擦导致的阀座划伤。
抗冲击强化:延长阀片寿命
阀片材质升级:采用 “弹簧钢基体 + 硬质合金堆焊” 工艺(如在 65Mn 钢阀片表面堆焊 Cr₃C₂合金),硬度达 HRC60 以上,抗冲击韧性提升 20%,可承受高频开关(300-500 次 / 分钟)带来的冲击载荷,避免阀片疲劳断裂。
缓冲机构加装:在阀杆与阀盖之间加装 “聚氨酯缓冲垫” 或 “碟形弹簧组”,吸收阀片关闭时的冲击力(从 5000N 降至 1500N 以下),减少阀片与阀座的刚性碰撞,降低密封面损伤概率。
液压系统是油压泥浆柱塞泵的 “动力传递中枢”,液压油污染(如固体颗粒、水分)和油温过高(>65℃)是导致系统故障的主要原因,需通过 “污染控制” 与 “温控优化” 保障稳定运行:
多级过滤:阻断污染物侵入
采用 “三级过滤系统”:1)油箱吸油口加装100μm 粗滤器(拦截大颗粒杂质);2)液压泵出口加装10μm 高压滤油器(过滤液压油中细微颗粒,保护伺服阀);3)回油管路加装5μm 精滤器 + 脱水滤芯(去除水分,控制油液含水量<0.1%),..液压油清洁度维持在 NAS 8 级以内(传统系统多为 NAS 10 级)。
定期油液检测:每 200 小时取样检测液压油的污染度(颗粒计数)、黏度、酸值,当清洁度超 NAS 9 级或酸值>0.5mgKOH/g 时,及时更换液压油与滤芯,避免污染物磨损液压泵、伺服阀等精密部件。
油温控制:避免高温老化
仅靠部件防护无法完全避免损耗,需配合科学的运维策略,实现 “提前预警、..维护”,避免因过度维护导致的成本浪费或维护不足引发的突发故障。
油压泥浆柱塞泵并非孤立运行,其寿命还受上游泥浆系统、下游管路的影响,需从系统层面优化适配,减少外部因素导致的损耗:
避免管路节流:泵出口管路直径需与泵排量匹配(如排量 80m³/h 时,管路直径≥150mm),减少管路变径、弯管数量(每增加 1 个 90° 弯管,压力损失增加 0.5-1MPa),避免因管路阻力过大导致泵体出口压力骤升;
加装缓冲装置:在泵出口管路加装 “空气缓冲器” 或 “液压蓄能器”,吸收钻井过程中钻杆接卸、钻头启停导致的压力脉冲(将压力波动从 ±5MPa 降至 ±1MPa),减少压力冲击对缸套、阀组的损伤。
延长油压泥浆柱塞泵使用寿命的核心逻辑,是 “从源头减少损耗、用数据预判故障、靠系统降低负荷”。通过关键部件的材质升级与结构优化(抗磨损、防堵塞),阻断主要故障源头;通过预测性维护与分级运维(实时监测、按需检修),避免过度损耗与突发故障;通过系统级适配调整(泥浆预处理、管路优化),减少外部工况对设备的冲击。三者结合,可使设备使用寿命大幅延长,同时降低运维成本(维护费用可减少 30%-40%),为油气钻井等高强度作业提供稳定、..的动力支撑。




















 当前位置:
当前位置:



